


-

-

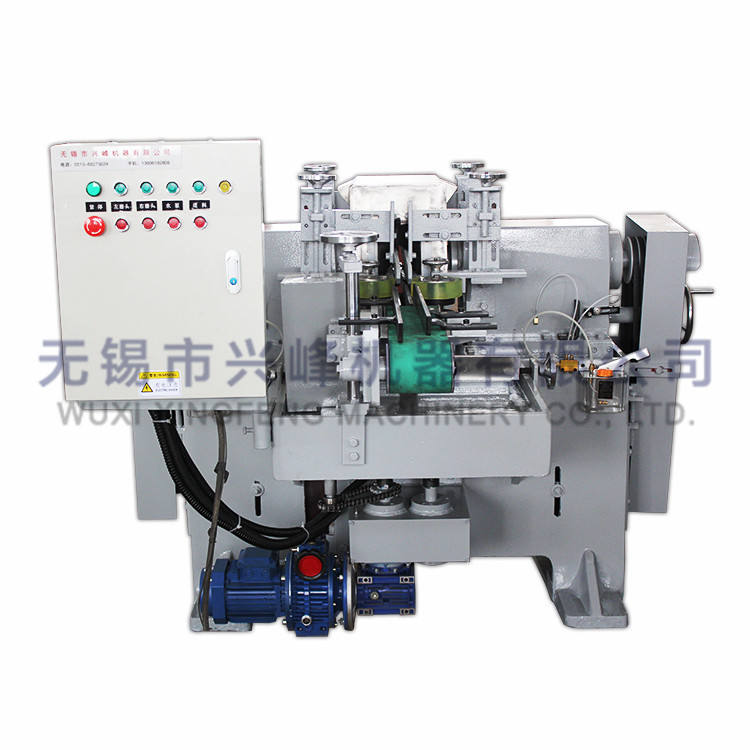
如何调整双端面磨床的进刀量
调整前,要清楚工件的材料、尺寸和形状。硬质材料如不锈钢,进刀量需小些,避免砂轮过快磨损;软质材料像铝合金,进刀量可稍大,但要注意防止变形。同时,熟悉设备性能,不同型号双端面磨床的进刀量调整范围和方式有差异,参考设备说明书,明确调整机构位置和操作方法。
넶0 2026-03-03 -

双端面磨床加工工件硬度对表面粗糙度的影响
高硬度工件(如淬火钢、硬质合金)在磨削时,磨粒需承受更大切削力,易导致磨粒快速钝化。钝化后的磨粒无法有效切削材料,反而以滑动摩擦为主,加剧工件表面塑性变形,使粗糙度值加大。同时,高硬度材料易引发磨削烧伤,局部高温使材料表面组织变化,进一步恶化表面质量。此外,高硬度工件对砂轮磨损率高,砂轮表面磨粒脱落不均,导致双端面磨床切削轨迹紊乱,粗糙度难以控制。
넶0 2026-03-03 -
双端面磨床为什么有两个孔
双端面磨床通过上下两个磨盘同时对工件两端进行磨削,需要工件在加工过程中保持稳定不动。两个孔通常作为定位销或定位柱的安装位置,通过这些固定结构将工件限制在机床工作区域,避免加工时产生振动或偏移。
넶0 2026-03-03




